1. PROCESS ENGINEERING BACKGROUND
The modern textile and industrial polymer sectors are highly dependent on continuous wet processing and thermal management, consuming significant volumes of water and energy to stabilize products. Industrial lines frequently run overlapping processes that simultaneously require intense thermal dissipation (chilled water loops) and rapid heat injection (hot water loops). Managing these thermal vectors via distinct, standalone utilities often leads to immense thermodynamic waste. Bleaching, Washing, and Scouring Processes
Before raw fiber structures can accept polymers or coloring treatments, they must pass through rigorous cleaning phases:
• Washing & Scouring: Process water must be continuously heated to lift natural oils, waxes, and foreign matter out of the fiber matrix. High-temperature water accelerates chemical penetration, ensuring impurities remain fully solubilized.
• Bleaching & Dyeing: Maintaining strict, uniform temperatures inside bleaching baths prevents localized material fiber weakening while maximizing chemical efficiency, ensuring highly uniform substrate consistency.
1.2 Boiler Feed Water Maximization
Industrial wet processing systems rely on high-pressure steam for downstream sterilization and curing. Introducing cold makeup water directly into steam generation systems creates profound thermal shock risks and drives high fuel consumption. Pre-heating raw boiler makeup water from an ambient temperature of approximately 20°C up to an elevated range of 60°C to 80°C drastically minimizes downstream boiler thermal strain and limits fuel utilization during the final phase of steam transformation.
2. TECHNICAL FACILITY OVERVIEW: ARNAA POLYMER
Arnaa Polymer manages specialized synthetic textile and polymer finishing lines where precise cross-linking and material washing are mandatory. Historically, the facility operated a dual-utility scheme to maintain its thermal baselines: an independent, power-heavy mechanical chiller to reject heat from specialized production lines, paired with a distinct, gas-fired hot water boiler to feed the wet washing and scouring baths.
This traditional structure yielded massive operational inefficiencies, as the electrical energy consumed to reject heat into the atmosphere occurred alongside fossil-fuel combustion to generate clean process heat. To bridge this energy gap, the facility centralized its thermal loops by integrating a localized waste heat recovery strategy.
3. THERMODYNAMIC SYSTEM INTEGRATION
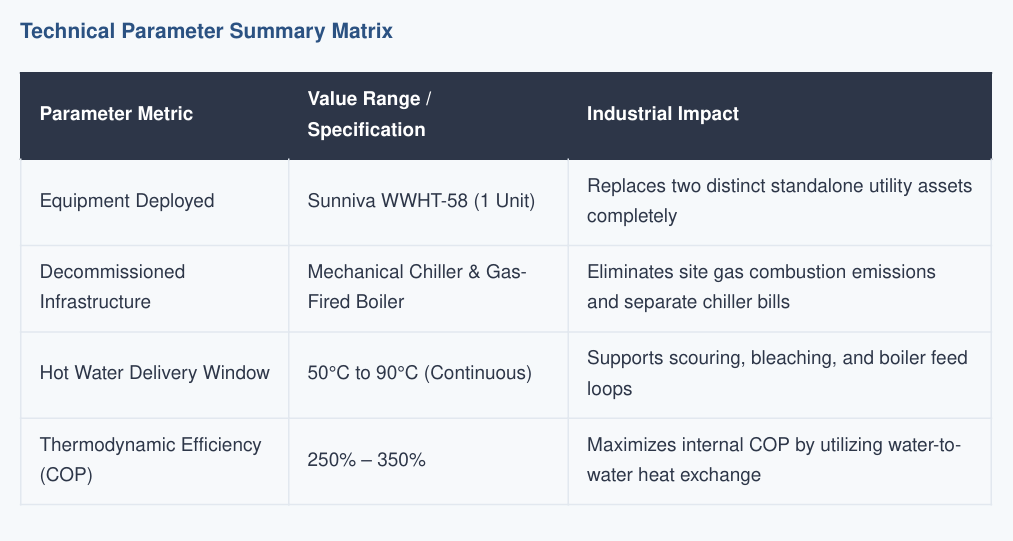
The upgraded plant architecture features a single Sunniva WWHT-58 industrial Water-to-Water Heat Pump (WWHP). This system functions as a highly integrated thermodynamic bridge, replacing both the pre-existing standalone mechanical chiller and the gas-fired boiler with a single high-efficiency closed loop

3.1 Operational Profile & Parameters
By utilizing a water-source vapor compression loop, the WWHT-58 extracts waste thermal units directly from the facility's cooling returns and upgrades that energy into the process hot water loop:
• Simultaneous Loop Optimization: The evaporator side connects directly to the production chiller loops, absorbing heat from cooling zones. Concurrently, the condenser side delivers high-temperature water to the wet processing lines.
• Elevated Thermal Windows: The unit reliably yields hot water output across a broad range of 50°C to 90°C, completely satisfying scouring, bath maintenance, and boiler pre-heating recipes.
Energy Multiplication COP: Operating with a
typical efficiency of 250% to 350% (Coefficient
of Performanceof 2.5 to 3.5), the
heat pump generates significantly more thermal energy than it consumes in
electricity, by avoiding atmospheric heat dumping