1. PROCESS ENGINEERING BACKGROUND
Within high-standard pharmaceutical manufacturing and chemical consumer goods production, thermal precision dictates product stability, chemical reactivity, and facility environment safety. Processing sensitive hygiene, health, and home formulations requires absolute thermal baselines rather than extreme heat spikes. Consequently, industrial Air-to-Water Heat Pumps (AWHPs) serve as optimal thermal drivers where highly repeatable, tight temperature boundaries are mandatory across multiple processing lines.
1.1 Advanced Humidity Control & Clean Room Regulation
Pharmaceutical and precise chemical packaging spaces operate under stringent regulatory guidelines regarding
atmospheric moisture. The manufacturing sequence incorporates specialized dehumidification and subsequent
reheating loops:
•
Deep Moisture Extraction: Primary Air Handling Units (AHUs) chill incoming air
below its dewpoint to
condense and extract ambient water vapor, leaving the air
exceptionally dry but uncomfortably cold for clean
room stability.
• Thermodynamic Reheating: The air must be rapidly reheated to precise ambient
standards before distribution
into sterile manufacturing spaces. Employing stable
hot water loops for this reheating phase prevents rapid
room-temperature
fluctuations, protecting hygroscopic powder formulations from clumping and
preserving
environmental stability.
1.2 Reactor Thermal Management & Pre-heating Systems
Beyond atmospheric control, internal product formulations rely heavily on targeted water temperatures to drive safe chemical synthesis and fluid movement:
•
Endothermic Reaction Maintenance: Fine chemical reactions require steady
thermal inputs to break
molecular bonds and form stable active compounds.
Delivering highly stabilized, non-fluctuating hot water loops
to jacketed glass or
stainless-steel reactors prevents localized hot-spots that could cause product
thermal
degradation.
• Distillation Pre-heating: Raising liquid feed temperatures to strict thermodynamic
ranges before entry into
fractionating columns significantly minimizes internal
column thermal shocks and optimizes energy balances
within downstream
distillation processes.
2. TECHNICAL FACILITY OVERVIEW: RECKITT
Reckitt, a prominent global leader in consumer health, hygiene, and nutrition, enforces rigid carbon reduction and energy efficiency initiatives across its processing infrastructure. Pre-existing facility architecture utilized a centralized, carbon-intensive, diesel-fired hot water generator to maintain process heat across the facility's various production loops. To eliminate the volatility of fossil-fuel logistics, reduce localized exhaust emissions, and drastically lower high operational expenditure (OPEX), the engineering team successfully executed a full-scale thermal migration. The facility completely decommissioned the diesel-fired hot water generator, replacing it with a localized, multi-unit industrial heat pump array.
PROBLEM
STATEMENT
• Reckitt Benckiser (India) Pvt. Ltd.
had a Diesel fired boiler to heat the DM
water up to 75 deg. C for
manufacturing Dettol Liquid Soap.
• The Diesel fired boiler is used for heating water indirectly through the PHE.
• However, this process was
• Very Expensive
• Not effective
• Used to create a lot of GHG Emissions
• Ambient Temperature in Winter season can go up to 5 deg. C
SOLUTION
OFFERED
• So we offered a Solution of Air
Sourced Heat Pump to eradicate all the issue
they were facing.
• Heated Water Requirement is: 44 KL/Day @ 80 deg. C
• Heat Pump Offered: 70kW X 3 Nos
• The heating of DM water can’t be
direct as it was going to be used for
Hygienic purpose
• So we heat the DM water using a PHE in between Soft water and DM water.
To tackle Low ambient Temperature, we used Crankcase Heater
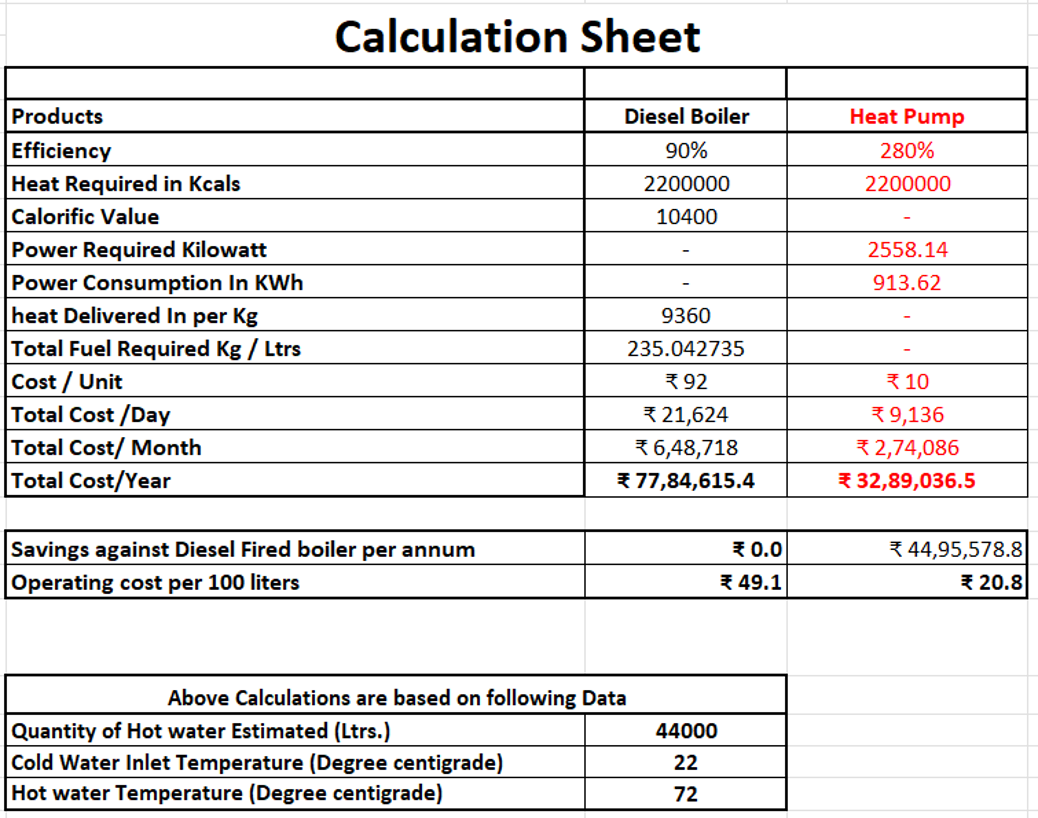
ROI
ACTUAL PHOTO OF SITE
